精密陶瓷制造商
氮化铝陶瓷、macor、氧化铝陶瓷生产加工企业
全国服务热线
13412856568氮化铝陶瓷、macor、氧化铝陶瓷生产加工企业
全国服务热线
13412856568搜索关键词: 氮化硅陶瓷加工 氮化铝陶瓷加工 macor可加工微晶玻璃陶瓷
PRODUCT CATEGORIES

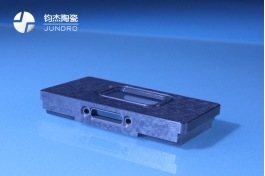


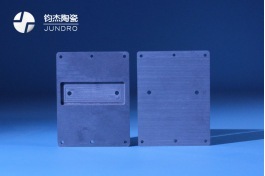
AISiC(铝基碳化硅 )复合材料具有高 比强度和比刚度 、低热膨胀系数 、低密度、高微屈服强度 、良好的尺寸稳定性 、导热性 以及耐磨 、耐疲劳等优异的力学性能和物理性能 ,在航空航天 、汽车 、军事 、电子 、体 育用具等领域被广泛应用 。但是 由于超硬的增强相颗粒的加入 ,特别是颗粒含量高、尺寸小时 ,该材料的切削加工性能非常差 ,从而限制了该材料的应用。钧杰陶瓷科技有限公司是一家专注铝基碳化硅生产、精密加工的高科技企业,结合了金属和陶瓷的多种加工方法,对铝碳化硅的加工工艺流程进行了升级,不仅提升了加工效率,同时在产品的表面粗糙度上也有了很大的改善,拥有成熟的铝基碳化硅加工工艺。

1 传统机械加工技术
A1SiC复合材料一般是铸造法或粉末冶金法等制备 ,需要进一步的机械加工达到零件所需的精度和表面粗糙度要求。SiC增强体颗粒比常用的刀具(如高速钢刀具和硬质合金刀具)的硬度高的多,在机械加工的过程 中会引起剧烈的刀具磨损。PCD金刚石刀具虽然 比增强体颗粒的硬度高 ,但硬度值相差不大 ,在切削加工高体分(SiC颗粒含量在 60% ~70%)的颗粒增强 AISiC复合材料时仍然会快速磨损 ,且 PCD金刚石刀具成本更 高。众 多研究表 明,随着 SiC含量 的增大(13% ~70%),增强体类型的不同 (主要 区别是纤维增强还是颗粒增强),可切削性越来越差 ,加工效率随之降低 ,生产成本快速增加 。若 以 45#钢的切削性能为 1计量 ,此种材料 的切 削性 能仅 为 0.05~0.3。因此 ,复合材料的难加工性 和昂贵的加工成本限制了AISiC复合材料的广泛应用。
2 铣磨加工技术
目前 ,切 削加工是 A1SiC复合材料 的主要加工方法,但在切削加工中存在刀具磨损严重和难以获得 良好加工表面质量 的问题。有研究提出了颗粒增强 A1SiC
复合材料的铣磨加工方法。这种加工方法使用金刚石砂轮(电镀或烧结)在数控铣床上对工件进行切削加工 ,具有磨削加工中多刃切削的特点 ,又同时具有和铣加工相似的加工路线,可以用于曲面、孔 、槽的加工,在获得较高加工效率的同时,又能保证加工表面质量。
3 激光加工
目前国内外学者对铝基复合材料激光加工技术的研究主要集 中在打孔 、切割 、划线 和型腔加工等方面。用 自行研制的机械斩光盘调脉冲激光器切割试验表
明 ,在高峰值能量、短脉 冲宽度、高脉冲频率和适当的平均功率条件下 ,采用高速多次重复走刀切割工艺 ,可以得到无裂纹的精细切 口。有研究采用氧气作辅助气
体 ,用 800W 的连续波 CO2激光在厚度 13.5mm的复合材料上加工出了直径 0.72mm的无损伤深孔 ,深径比达 l8.75。有研究提出了基于裂纹加工单元的激光铣削方法 ,他们采用激光对复合材料进行了基 于裂纹加工单元的激光铣削加工 ,并在零件上加工 出了形状较复杂的型腔。研究结果表明 ,采用该方法进行激光铣削所需要的功率 比通常的方法低。

4 超声加工
超声加工(USM)是 由超声发生器产生高频 电振荡(一般为 16kHz~25kHz),施加于超声换能器上 ,将高频电振荡转换成超声频振动。超声振动通过变幅杆放
大振幅,并驱动以一定的静压力压在工件表面上的工具产生相应频率的振动。工具端部通过磨料不断地捶击工件 ,使加工区的工件材料粉碎成很细的微粒,被循环的磨料悬浮液带走,工具便逐渐进入到工件 中,从而加工出与工具相应的形状
随着 A1SiC复合材料在航 空航天 、汽车 、军事 、电子、体育用具等领域的广泛应用,对其制品的加工精度和表面质量的要求也越来越 高,采用传统的机械加工方法或单一的特种加工方法 ,都难 以实现高标准 的加工要求。钧杰陶瓷是专业加工铝基碳化硅的厂家,如果您有这种材料需要进行加工,欢迎致电我们的业务专线:钧杰陶瓷:134_128_56568。

